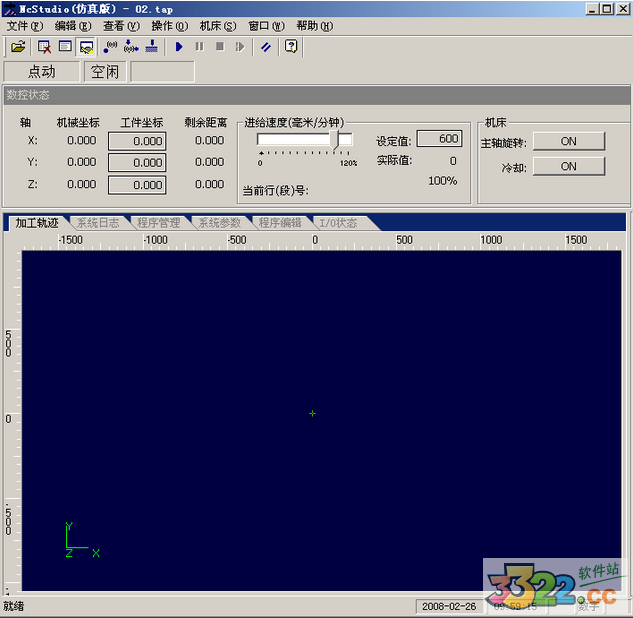
NcStudio雕刻機控制系統
下載地址
下載地址

NcStudio雕刻機控制系統是運動控制系統使用最為廣泛的一款操作系統,由維宏出品,可以直接支持UG、MASTERCAM、CASMATE、Art CAM、AUTOCAD、CorelDraw等多種CAD/CAM軟件生成的G代碼、PLT代碼格式和精雕加工文件ENG代碼格式,主要是用于計算機控制加工,以此實現數值控制的系統。kkx小編給大家分享的NcStudio雕刻機控制系統為破解版,內置破解補丁,有需要的朋友不要錯過了哦!
1、點擊“Setup.exe”開始正式的安裝,在彈出的界面中點擊下一步,如下圖所示:
2、選擇軟件的安裝路徑,這里有用戶自行選擇,不過建議將c盤改為其他系統盤進行安裝,如下圖所示:
3、直到安裝完成,完成之后用戶可以根據如下圖標示的地方的提示進行相應的選擇,如下圖所示:
1)ncstudio維宏控制系統參數設置
系統參數:加工參數
手動低速4000左右, 手動高速一般為5000-6000
空程速度的值一般為4000-5000
加工速度的值一般為4000左右
注意的是加工速度的值要比空程速度的值要小,下面小方框內前七項打對勾,抬刀高度都為10。
注意:加工開始時進給速度的值調的小一些,主軸轉速的值在18000之間
廠商參數:口令 ncstudio
需要修改的是電機參數x軸的0.0119763,y軸的0.0119763,z軸
2)ncstudio維宏控制系統安裝設置
小編在安裝包內為用戶提供了一些基本的操作手冊,其中就包含了安裝設置用戶有空可以去看看
3)ncstudio維宏控制系統 硬件操作失敗
1、可能是被360等安全軟件給隔離了,解決方法就是打開殺毒軟件,然后找到恢復區,查看隔離列表,找到WHNC的一個軟件,添加信任,然后重啟電腦就好了


2、可能是維宏驅動程序沒有自動安裝,解決的方法右鍵點擊我的電腦——屬性——設備管理器——數控適配器——顯示數控適配卡,這里會顯示一個感嘆號或叉號這說明驅動程序沒有自動安裝,需要手動安裝,接下來就好辦了,照著一步一步點就行了,然后重新啟動電腦,就可以打開軟件了
ESC 在窗口之間切換
TAB 在控件之間切換
Ctrl+TAB 在折疊窗口之前切換
Ctrl+1 顯示自動窗口
Ctrl+2 顯示手動窗口
Alt+1/F4 顯示加工軌跡窗口
Alt+2 顯示系統日志窗口
Alt+3 顯示程序管理窗口
Alt+4 顯示系統參數窗口
Alt+5 顯示程序編輯窗口
Alt+6 顯示IO狀態窗口
Ctrl+Enter 全屏
Ctrl+Del 清除加工軌跡窗口
Ctrl+O 打開并裝載
Ctrl+N 新建加工程序
Ctrl+E 打開并編輯
Ctrl+P 編輯當前加工程序
Ctrl+S 保存
Ctrl+I 加工程序信息
F5 直接定位
F6 設置當前點工件坐標
Shift+F6 設置當前點為工件原點
F7 回工件原點
Ctrl+F7 浮動對刀
Shift+F7 固定對刀
F8 進入(退出)仿真
F9 開始
Ctrl+F9 高級開始
Shift+F9 斷點繼續
Ctrl+Shift+F9 執行加工指令
F10/Pause Break 暫停
F11 停止
F12 復位
4(小鍵盤) X-方向手動(包括點動、增量)
6(小鍵盤) X+方向手動(包括點動、增量)
2(小鍵盤) Y-方向手動(包括點動、增量)
8(小鍵盤) Y+方向手動(包括點動、增量)
1(小鍵盤) Z-方向手動(包括點動、增量)
9(小鍵盤) Z+方向手動(包括點動、增量)
+(小鍵盤) 增加深度(輸入數字)
-(小鍵盤) 較小深度(輸入數字)
Home 居中
End 顯示當前加工點
+(小鍵盤) 放大
-(小鍵盤) 縮小
*(小鍵盤) 調整至窗口大小
5(小鍵盤) 正視圖
8(小鍵盤) 俯視圖
2(小鍵盤) 仰視圖
4(小鍵盤) 左視圖
6(小鍵盤) 右視圖
1(小鍵盤) 西南等軸側視圖
7(小鍵盤) 西北等軸側視圖
3(小鍵盤) 東南等軸側視圖
9(小鍵盤) 東北等軸側視圖
Alt+→或者Alt+← 繞Z軸旋轉
Alt+↑或者Alt+↓ 繞X軸旋轉
Alt+PgUp或者Alt+PgDn 繞Y軸旋轉
1、基本配置為三個運動軸,并可以進一步擴充
2、數控轉臺支持
3、自動加工。完整支持ISO標準的G指令、HP繪圖儀(HP PLT)格式和精雕加工(ENG)格式。
4、手動功能。既支持通過機床輸入設備,如手持設備等操縱機床,也內嵌地支持通過計算機輸入設備,如鍵盤、鼠標完成手動操作
5、增量進給功能。方便用戶精確設定進給量,且步長可靈活調整。
6、用戶數據輸入(MDI)功能。用戶可以在線輸入G指令并立即執行。
7、高級加工指令。只要簡單輸入幾個參數,就可以完成銑底、勾邊等功能。
8、單步模式。用戶可以把要執行的加工任務設置為單步模式,從而為錯誤診斷和故障恢復提供了良好的支持。
9、斷點記憶、跳段執行等高級自動功能。
10、保存/恢復工件原點功能。
11、進給軸精確回機械原點(參考點)功能。
12、自動對刀功能。這些功能為用戶加工提供了極大的方便。
13、進給倍率在線調整。在加工過程中用戶可以隨時調整進給倍率。最小到0,相
14、當于暫停加工;最大到120%。
15、高速平滑速度連接特性。在一般的數控系統中,兩條G指令之間的連接速度通常是一個固定的值(例如等于零或者某一個很小的值)。在新版數控系統中,采用了獨有的加工速度自適應預測算法。該算法根據連接速度的大小、方向、最大加速度,以及前向預測功能,自適應地決定當前指令與下一條指令間的銜接速度。不僅大大提高了加工效率(大約從30%到300%),而且改善了加工性能,消除了留在加工表面的速度振紋。
16、三維模擬顯示功能。通過簡單的操作可以從各個角度觀察三維加工結果,從而可以更準確、更直觀的對加工結果有所了解。
17、仿真功能。可以對加工程序進行快速仿真加工,可以在極短的時間內完成,同時檢查加工程序是否出錯,加工結果是否滿意,并可以準確的計算出實際加工所需要的時間。
18、強大、靈活的鍵盤支持。新版本對鍵盤操作的支持非常強大。滿足了用戶在操作過程中的需要。
19、日志功能。系統提供了功能強大的日志功能,幫助用戶察看詳細的加工信息和系統診斷。
20、內置的加工文件管理器。用戶只要把加工程序文件保存到指定的目錄,Ncstudio?就可以在一個內置的管理器中管理這些文件。
21、內置的文件編輯器。用戶可以隨時把加工文件調入編輯器內編輯、修改。
22、文件加工信息。通過仿真或者實際加工,文件加工信息窗口可以幫助用戶統計文件執行時間、加工范圍等重要信息。
23、PCI總線運動控制卡。
響應式展望優化算法
展望操縱又稱為優先操縱,維宏CNC系統會快速計算必須展望的代碼段總數,不會造成因為展望段數不足導致速度基因突變;在輪廊簡單情況下,展望段總數小,系統運作更有效率。
股票短線段簇的折射率速度限制
股票短線段折射率速度限制作用,會實時算出股票短線段簇的部分折射率,完成必需速度限制,確保加工品質。
運動軌跡預備處理優化算法
維宏系統應用前沿的運動軌跡預備處理優化算法,合理去掉了因精雕軟件文檔品質但對加工功效的損害。
弧形速度限制作用
弧形速度限制作用高效地避免了切小的誕生,當凝聚力要大于較大凝聚力時,加工弧形速度將也會受到必須的限定,充分保證了加工品質。
S型加減速操縱
S型加減速也稱為鐘形加減速。通過各種速率規劃算法,其瞬時速度為連續不斷的梯狀,確保數控車床在環節中承受力勻稱,高效地避免了加工過程的數控車床顫動,促使加工環節中數控車床健身運動更為穩定,加工品質更高一些。
中斷點再次
系統將現階段加工部位與號碼等信息即時儲存在長期記憶體里,即便是遭受突然斷電,系統重啟后,還可以從最終終斷處執行。對各種長期加工場所,這個功能將會對操作工帶來一定的協助。
自定義M命令
維宏系統能夠根據企業必須,容易地設置M命令的價值,用戶可把M命令投射到不一樣的功效,還可以把某一程序段投射到設置的M命令,還能夠擴大或是刪剪M命令。
全自動倒行
在加工途徑的任一位子,根據主軸、電腦鍵盤或者其它控制面板,通過在正方向走動和反方向走動間的隨意轉換。廣泛用于各種各樣激光切割操縱場所,在三軸及其多軸聯動場所也用來從加工中斷點處安全退出。
適用PLC
可以通過子程序線上查詢,監管電子器件情況,適用當場編寫運用;給予規模性PLC程序編程專用工具,指令系統豐富多彩,使用方便靈便。
加工信息統計分析
在維宏系統中,只需客戶在實行快速模擬仿真后,系統馬上匯總出加工時長、加工范疇、加工運動軌跡長短、刀具應用情況等有意義的信息供用戶參照。
三維動態展示加工運動軌跡
維宏系統具備強勁的三維加工運動軌跡動態展示作用。
時長期滿管理的功能
維宏系統為每一個生產商特定一個唯一的顧客編碼,根據該編碼和注冊碼生成器手機軟件,生產商能夠設置系統運作到期日期。
刀具半經賠償
根據刀具半經賠償,作業人員可按照產品工件輪廊規格編輯程序,系統快速計算刀位點,可自動調整至刀具軌跡上。
過位置賠償
維宏系統容許在多個不同類型的走刀軸設置不同類型的過位置賠償主要參數,同時將每個軸滑動摩擦力所造成的偏差降至最少。
轉動鏡像功能
立即設置加工主要參數,完成加工文件信息轉動與鏡像功能。自然,還可通過G代碼程序編寫,把轉動與鏡像功能置入加工文檔中。
刀具管理方法
包含:刀具結構尺寸、損壞管理方法、數控刀與虛似數控刀、刀具使用壽命管理方法這些,適用指定對刀方案和任意對刀對策。
牙距偏差與反向間隙綜合性賠償
維宏系統綜合補償機制可在縱坐標各點設定不同類型的反向間隙,因而可以全過程賠償反向間隙偏差。
加工雷區
根據加工雷區的設置,會自動阻攔刀具進到自然保護區,以避免刀具與工裝夾具或者其它零部件的撞擊和干預。
返回頂部
Copyright © 2009-2025 KKX.Net. All Rights Reserved .
KK下載站是專業的免費軟件下載站點,提供綠色軟件、免費軟件,手機軟件,系統軟件,單機游戲等熱門資源安全下載!
本站資源均收集整理于互聯網,其著作權歸原作者所有,如果有侵犯您權利的資源,請來信告知

 Excel必備工具箱(Excel實用功能插件) v16.21 綠色版
Excel必備工具箱(Excel實用功能插件) v16.21 綠色版 紅蜻蜓抓圖精靈 v3.13.2001 綠色免費版
紅蜻蜓抓圖精靈 v3.13.2001 綠色免費版 P2P終結者 v4.34最高權限破解版
P2P終結者 v4.34最高權限破解版 Bodypaint 3D 中文破解版
Bodypaint 3D 中文破解版 PP視頻(原PPLive) v6.3官方版
PP視頻(原PPLive) v6.3官方版 客戶信息收集器 v2.5.7綠色版
客戶信息收集器 v2.5.7綠色版 Xprinter v3.0C綠色免費版
Xprinter v3.0C綠色免費版 Coloros usb Driver V3.2.0官方版
Coloros usb Driver V3.2.0官方版